Préparation
Création d'un Setup
Se rendre dans l'espace de travail "Manufacture"
Espace de travail "Manufacture"
La première étape de la préparation consiste à créer un setup afin d'indiquer à Fusion360 la taille et l'emplacement du matériau brut à usiner.
 |  |
|---|
Onglet "Setup"
Machine
Sélectionner une machine avec un système d'axe YXZ

Si aucune machine n'est disponible, celles-ci sont disponible dans l'onglet Fusion library/Autodesk. Il faut sélectionner la machine Autodesk Generic 3-axis Router
DANGER
Le système d'axe XYZ fonctionnera et ne produira aucune erreur mais va inverser tous les usinages par rapport aux coordonées de la machine
Setup
Sélectionner Milling
Work Coordinate System (WCS)
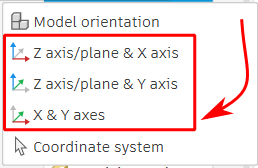
Si votre pièce est orientée sur Fusion360 comme elle sera fixée sur la fraiseuse, sélectionnez l'orientation Model orientation

Si elle doit être positionnée autrement, sélectionnez Z axis/plane & X axis, Z axis/plane & Y axis ou X & Y axes
Dans le cas d'un positionnement manuel, sélectionnez ensuite deux arrêtes ou plan qui correspondent aux axes du système de coordonnées.
NOTE
Il n'est pas nécessaire que les axes aient une intersection
Sélectionnez ensuite l'origine du modèle. Lors de l'étalonnage de la machine, ce point correspond au zero.
Il est recommandé d'utiliser Stock box point qui correspond à un point sur le brut et non sur la pièce.

Model
Permet de sélectionner un seul modèle dans un assemblage
Onglet "Stock"
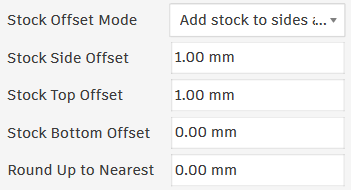
Le "Stock" ou "Brut" en français correspond au matériau original qui sera usiné. Il est important qu'il soit correctement référencé car il sert souvent de référence pour les bords de l'usinage.
Dans la majorité des cas, le brut sera rectangulaire. Il est donc recommandé d'utiliser un brut relatif.

Dans le cas d'un brut simple, utiliser Add stock to sides and top-bottom
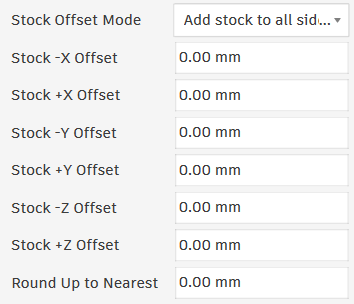
Si le brut est plus complexe ou que la pièce doit être usinée sur le bord d'un brut (pour économiser des matériaux par exemple), utiliser Add stock to all sides
Onglet "Part position"
Cet onglet permet de positionner la pièce sur la machine. En pratique, lors de l'étalonnage de la fraiseuse, le zero est définit et est pris comme référence dans Fusion360. Cet onglet n'est donc pas nécessaire.
Onglet "Post process"
Cet onglet permet de nommer le programme G-Code qui s'exportera.
NOTE
Le nom et le commentaire pourront être modifiés dans une prochaine étape
Lors de l'utilisation de Candle, il est recommandé de mettre 54 dans l'onglet Machine WCS (premier offset en G-Code)
Paramétrage du post-processeur
Il faut ensuite créer un programme qui permet de contrôler la sortie de l'usinage.

Machine and post
La première à chose à faire dans cette fenêtre est de paramétrer la Machine et le Post.
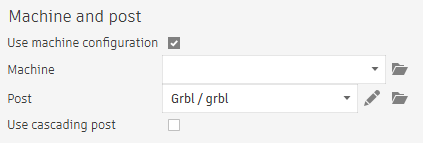
Pour cela, il faut importer le modèle de machine correspondant.
- Sélectionner
My machines/Local - Cliquer sur l'icone
Import
- Sélectionner le fichier
3. Divers/CNC/Genmitsu ProverXL 4030 YXZdepuis le sélecteur de fichier
[Optionel] Charger une machine depuis un fichier
Télécharger et importer le fichier machine ci-dessous
ATTENTION
Il faut ABSOLUMENT que le Post soit Grbl / grbl

Si le post est machinesimulation.cps, éditer la machine à l'aide de l'icone correspondante 
Dans Post processing, ouvrir un nouveau Post processeur 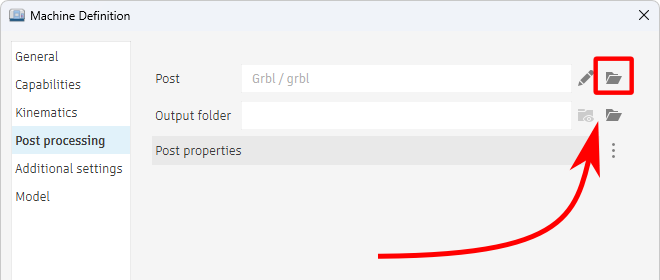
Vous pouvez ensuite importer le Post processeur avec deux méthodes :
- Utiliser la bibliothèque de Fusion en allant dans
Fusion libraryet en importantgrbl / Grbl - Importer manuellement le fichier suivant
ATTENTION
Il peut être nécéssaire de mettre à jour le processeur
Cliquez simplement sur la cloche indiquée d'une flèche dans l'image 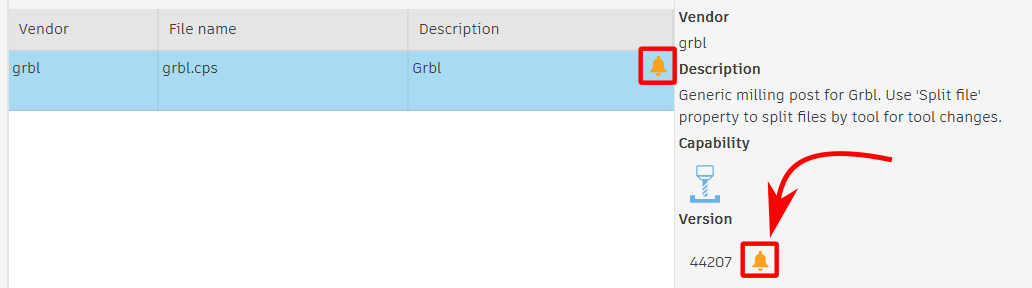
[Optionel] Importer une machine vierge
Se rendre dans l'onglet Fusion library/Autodesk puis sélectionner Autodesk Generic 3-axis Router puis cliquer sur l'icone Copier
Retourner dans My machines/Local et cliquer sur l'icone Coller
ATTENTION
La machine Genmitsu ProverXL 4030 est de type YXZ lors de la sélection de la machine
Program
Name/number: Permet de nommer le programme dans le fichier G-CodeFile name: Permet de nommer le fichier qui s'exporteraComment: Un commentaire pour les prochaines personnes qui utiliseront ce programmeOutput folder: Dossier dans lequel sera créé le programme avec le nom choisi précédemmentNOTE
Il est recommandé de mettre
C:/Fusion360_output/[Nom_du_programme]afin de garder le même dossier dans toutes les manufacturesFormat utilisé depuis 2026
Post to Fusion Hub: Pas besoin ni possibilité de cocherNC extension: Décidé par le post-processeur (sera toujours.ncpour le GRBL)Unit: ChoisirMillimetersouDocument unitssi le document est en millimètresOpen NC file in editor: Permet d'éditer manuellement le fichier G-Code après génération
Save in the document
Create NC program: Crée ou non un programme dans le fichier Fusion360Name: Le nom du programme dans Fusion360
Post properties
Lors de l'utilisation de la CNC, il est recommandé de sélectionner l'option Split by toolpath afin de pouvoir lancer chacune des actions individuellement en cas de problème 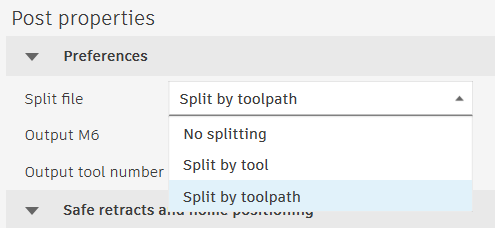
Opérations
DANGER
Lors de la validation du programme, celui ne comportera aucune action (celles-ci sont ajoutées dans la prochaine étape)
Il sera nécéssaire de se rendre dans l'onglet Operations pour sélectionner celles qui seront exportées dans le dossier 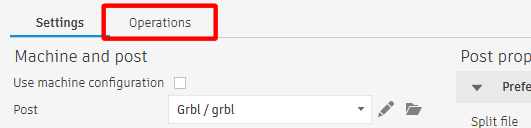
Operations
Import d'outils
Lors de la création de n'importe opération, il est nécéssaire de préciser l'outil utilisé.
NOTE
Cette manipulation n'est nécéssaire que la première fois.
Sélectionner l'outil directement si celui-ci est disponible suffit.
Pour cela, cliquer sur Select...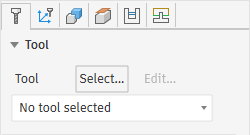
Il est ensuite recommandé de créer une Libraire locale afin de réutiliser le même outil dans plusieurs usinages.
Pour cela, se rendre dans User Libraries/Local puis, avec un click droit sur la catégorie Local créer une nouvelle librairie 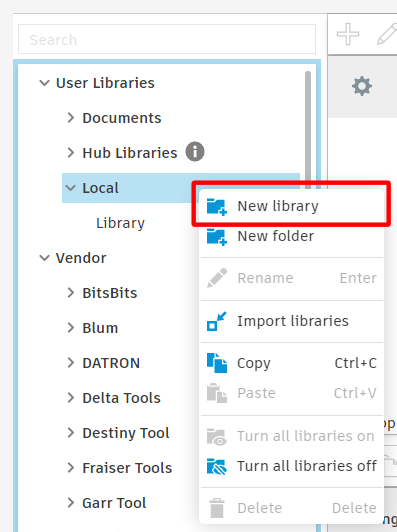
Copier le profil suivant et l'importer dans Fusion avec Click Droit + Paste from Spreadsheet

NOTE
Le profil contient plusieurs profils de vitesse.
Il est recommandé de commencer avec une vitesse faible pour les premiers usinages afin de se familiariser avec la machine.
Fonctionnalités avancées
Multiple depths
Quand il est nécéssaire d'usiner une pièce profondément, il est important de faire attention à la longueur de l'outils. Si celui est trop court par rapport à la profondeur de passe, il est nécéssaire d'en faire plusieurs.
Pour cela, se rendre dans l'onglet Passes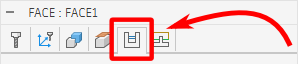
Activer l'option Multiple Depths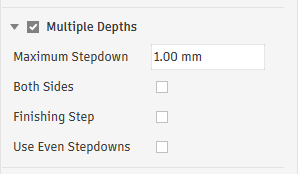
Heights
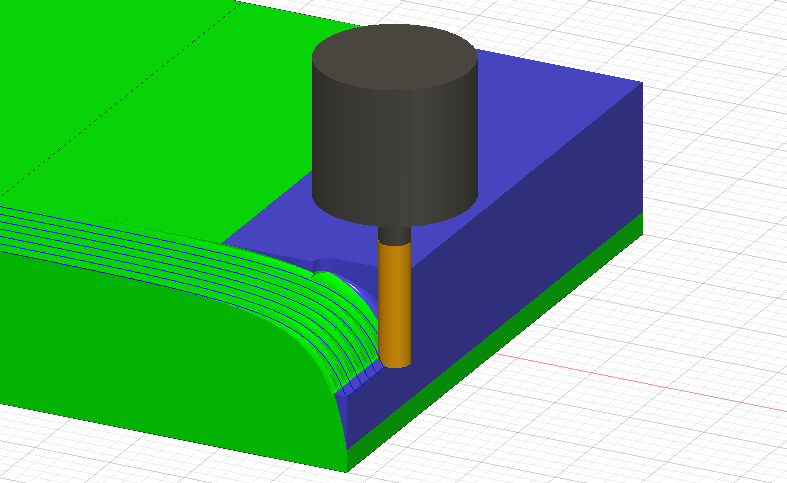
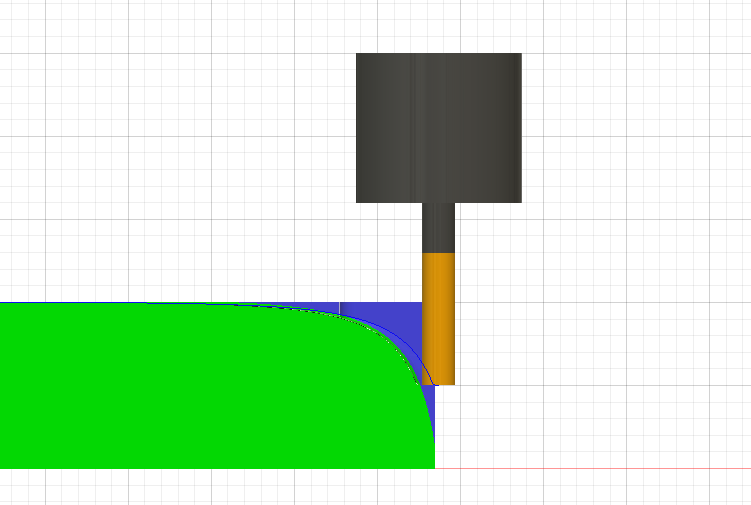
Certaines opérations ne disposent pas de la fonctionnalité Multiple Depths (l'opération Flow ou Balayage Isométrique en français). Si l'outil est trop court, il peut faire contact avec le brut et s'endommager
| Vue isométrique | Vue de côté |
|---|---|
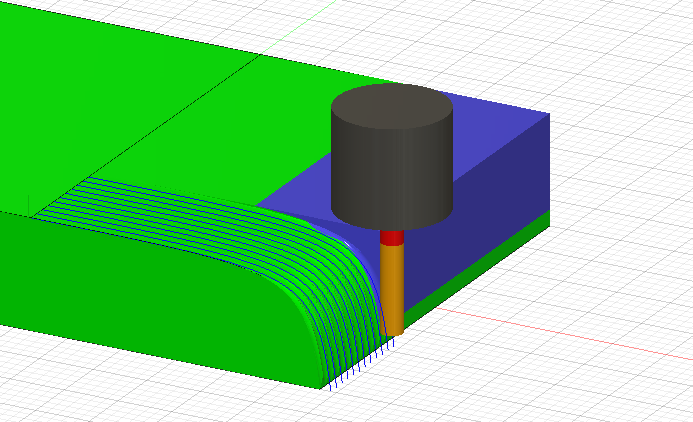 | 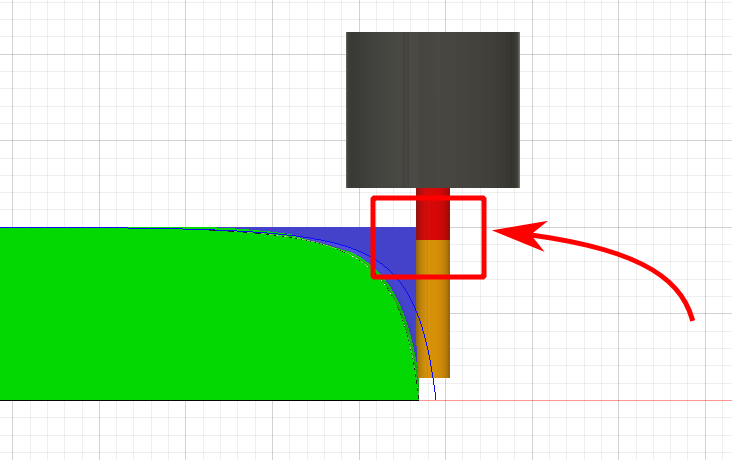 |
Dans ce cas, il est recommandé d'utiliser la limite de profondeur afin de dégrossir une première fois la pièce
Se rendre dans l'onglet Heights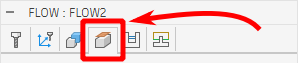
Augmenter l'offset du bas afin de limiter la descente de la fraise 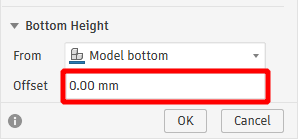
| Vue isométrique | Vue de côté |
|---|---|
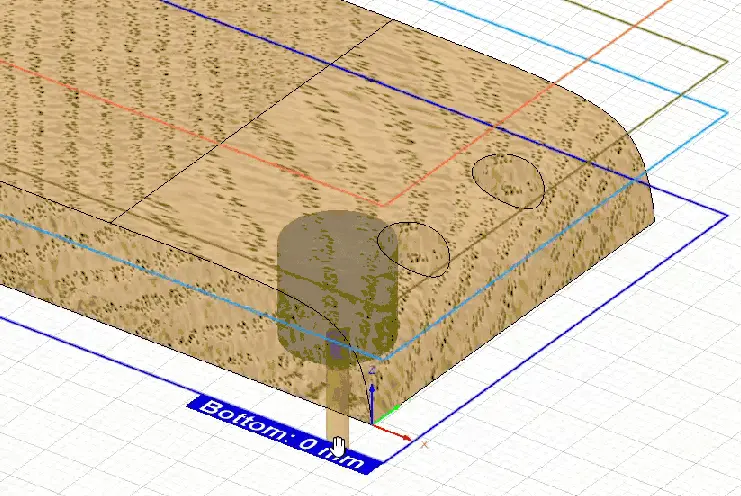
 |  |
On peut ensuite créer une seconde opération du même type qui terminera proprement l'usinage
Stock to leave
Certaines opérations d'usinage retirent trop de matière et il est parfois nécéssaire de conserver un peu de marge.
Pour cela, se rendre dans l'onglet Passes
En fonction des opérations, les options Radial Stock to Leave ou Axial Stock to Leave sont disponibles. Des explications sont disponible dans Fusion360 si vous gardez votre curseur sur un des champs.
Globalement, il est recommandé d'entrer la même valeur pour les deux paramètres quand ils sont disponibles. 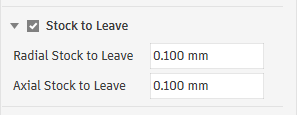
NOTE
Cette option est facultative et n'est pas toujours nécéssaire
Exporter un programme
Mises à jour
Un programme obsolète
Chemin
Lors de la modification d'un modèle ou d'une opérations parmi plusieurs, il peut être nécéssaire de re-générer les différents chemins.
Sélectionnez simplement un chemin et pressez CTRL + G ou Click Droit + Generate
Programme
Pour re-générer un programme, il faut sélectionner le chemin à re-générer puis Click Droit + Post Process
NOTE
Il est possible de regénérer ou Post-process respectivement plusieurs chemins ou programmes en sélectionnant le Setup ou le groupe NP Programs